Mit dem Abkommen von Paris hat sich die internationale Staatengemeinschaft auf verbindliche Handlungsziele für den globalen Klimaschutz geeinigt. Bei der Realisierung dieser Ziele spielt die Bauindustrie eine entscheidende Rolle. Beispielsweise werden allein bei der Zement-herstellung ca. 8 % der weltweiten anthropogenen Treibhausgasemissionen (vor allem CO2) freigesetzt. Allein in Deutschland sind darüber hinaus 560 Mio. t des jährlichen Rohstoffverbrauchs der Bauindustrie zuzuschreiben. Dies entspricht ca. 90 % des Verbrauchs mineralischer Ressourcen. Während das Bauwesen in Deutschland jährlich ca. 213 Mio. t an Abfällen produziert (57 % der gesamten Abfallmenge), können nur ca. 25 % (56 Mio. t. rezyklierbarer Bauschutt) dieser Abfälle einem Recycling zugeführt werden. Stattdessen ist der Umgang mit mineralischen Ressourcen im Bauwesen vielmehr durch ein Down-Cycling anstatt eines echten Recyclings geprägt.
Die Ursachen für die Lücke im Baustoffkreislauf sind vielfältig, jedoch lässt sich eine maßgebende Ursache identifizieren: Erhöhte Schwankungen der Materialeigenschaften der Rezyklate wirken sich negativ auf die Robustheit und Qualität der daraus neu hergestellten Betone aus. Die negativen Auswirkungen dieser Schwankungen in den Materialeigenschaften können zwar durch eine deutliche Steigerung des Zementgehalts (teilweise bis zu 20 %) kompensiert werden, jedoch lässt sich dies weder wirtschaftlich noch ökologisch vertreten. Der aus Umweltschutzgründen anzustrebende Einsatz von Rezyklaten steht somit in direkter Konkurrenz zur geforderten Reduktion der Treibhausgasemissionen bei der Betonherstellung. Ein anderer Ansatz, diesen Schwankungen zu begegnen, stellt eine Abtrennung nachteiliger Bestandteile durch Siebung dar. Die Qualität der ausgesonderten Restmassen ist dann jedoch zumeist so gering, dass diese selbst für ein Down-Cycling nicht mehr geeignet sind und deponiert werden müssen. Auch dieser Ansatz ist daher nicht zielführend.
Der Schlüssel zur signifikanten Steigerung des Einsatzes von Betonrezyklaten, liegt in der Entwicklung von Technologien, mit denen es gelingt, den Einfluss von Schwankungen dieser Stoffe auf das Endprodukt kontinuierlich zu erfassen und auszusteuern, ohne dabei jedoch die Wirtschaftlichkeit und Umweltbilanz des Endprodukts negativ zu beeinträchtigen.
Zielsetzung des Verbundprojekts ist es demnach, die Ressourceneffizienz bei der Herstellung von Beton signifikant zu steigern, in dem die technischen Voraussetzungen geschaffen werden,
· um bislang aufgrund zu großer Materialstreuungen ungeeignete Rohstoffe einsetzen
· und aus Qualitätssicherungsgründen erforderliche große Sicherheitspuffer in der Betonzusammensetzung reduzieren zu können.
Dies soll durch die Einführung automatisierter, selbstlernender Prozessüberwachungs- und -steuerungs- und -regelungsmethoden bei der Betonherstellung erfolgen. Hierzu sollen im Rahmen des Verbundprojekts berührungsfreie Messsysteme und selbstlernende Prozesssteuerungs- und Regelungsmethoden für die Betonherstellung entwickelt werden, die es gestatten, die nachteiligen granulometrischen und stofflichen Schwankungen der Betonausgangsstoffe – und hier insbesondere der Rezyklate – zu erfassen und darauf aufbauend die Eigenschaften des Endprodukts Beton (zunächst fokussiert auf die Eigenschaften des frischen Betons) durch Zugabe speziell abgestimmter Additive entsprechend auszusteuern.
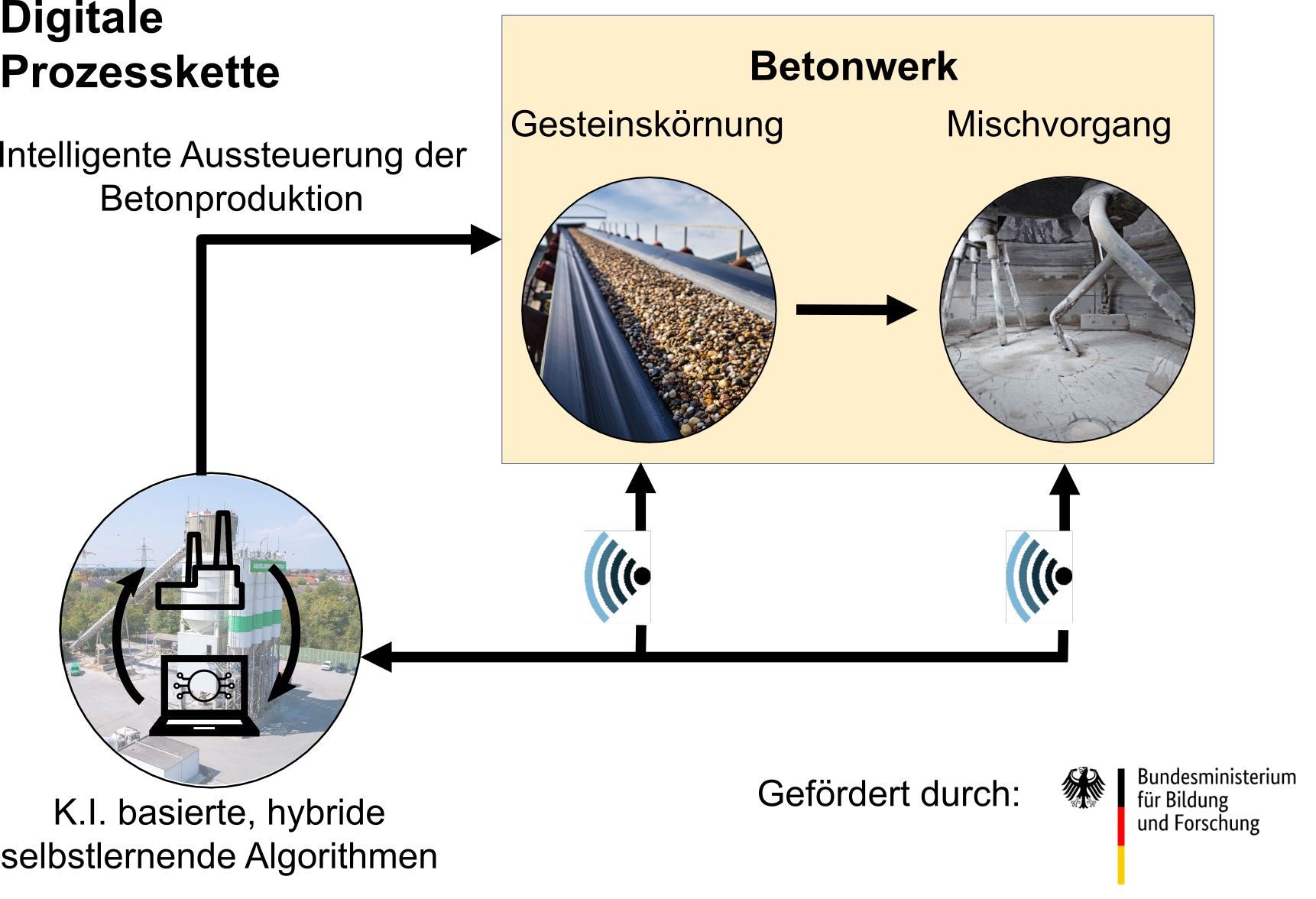
Bild: Zur intelligenten Aussteuerung der Betonproduktion werden der Mischvorgang und der Zubringer der Zuschlagsstoffe video-technisch überwacht. Über intelligente Algorithmen können dadurch Handlungsempfehlungen abgeleitet werden, um die Betonqualität automatisiert und in Echtzeit auszusteuern.
Zielsetzung
Teilziel I des Vorhabens ist es, die baupraktisch zu erwartenden Schwankungsbereiche von Rezyklaten in Abhängigkeit von der gewählten Aufbereitungsmethode zu quantifizieren. Parallel hierzu sind Grenzwerte für die zulässigen Schwankungen der (Frisch-) Betoneigenschaften (und hier insb. der zugrundeliegenden rheologischen Kennwerte Fließgrenze und plastische Viskosität) zu erarbeiten und die weiteren Anforderungen an die zu entwickelnden Techniken in Form eines Pflichtenhefts zu dokumentieren.
Teilziel II des Projekts ist es dann, automatisierte Systeme zur Quantifizierung der Korngrößenverteilung der (rezyklierten) Gesteinskörnung sowie deren Feuchte zu entwickeln. Im Gegensatz zu üblichen, auf einer chargenweisen Siebung von Stichproben basierenden Ansätzen, soll dabei die gesamte, für die Herstellung einer Mischercharge benötigte Gesteinskörnung bildoptisch erfasst und hinsichtlich ihrer Korngrößenverteilung bewertet werden. Parallel hierzu sollen Modelle entwickelt werden, die den Einfluss der so ermittelten Sieblinie der Körnung auf die rheologischen Eigenschaften des frischen Betons beschreiben.
Teilziel III ist es, mittels videooptischer Sensoren, das Strömungsverhalten des Betons im Mischer zu erfassen und in geeignete rheologische Kennwerte zu überführen. Hierzu werden videooptische Sensordaten mit Daten aus der Messung der Wirkleistung und der Feuchte fusioniert. Parallel hierzu werden geeignete bauchemische Additive entwickelt, durch deren Zugabe die rheologischen Eigenschaften gezielt ausgesteuert werden können. Da die Rheologie des frischen Betons (und deren Veränderung) auch während dieser Additivzugabe durch die Sensoren erfasst wird, besteht nun die Möglichkeit, iterativ selbstlernende Algorithmen zur Aussteuerung der Betoneigenschaften zu entwickeln.
Das abschließende Teilziel IV des Projekts ist es, die entwickelten Techniken auf ihre großtechnische Eignung in einem Werkversuch zu untersuchen und gleichzeitig die normativen Randbedingungen sowie die ökobilanziellen Auswirkungen für den Einsatz einer solchen Technik zu überprüfen. Schließlich gilt es Innovationshemmnisse zu beseitigen.
Der Bedarf für automatisierte, selbstlernende Prozessüberwachungs- und -steuerungs- und -regelungstechnologien in der Transportbeton- und Fertigteilindustrie ist enorm. In nahezu allen Transportbetonwerken erfolgt die Qualitätssicherung sowohl der Ausgangsstoffe als auch des hergestellten Betons manuell auf Stichprobenbasis. Schwankungen in den Ausgangsstoffeigenschaften und in den Produktionsrandbedingungen können daher nur durch ausreichend große Sicherheitspuffer in der Betonzusammensetzung kompensiert werden. Bereits in herkömmlichen Mischungen ohne Verwendung von Rezyklaten äußert sich dies in einem erhöhten Ressourcenverbrauch. Insbesondere scheitert die großtechnische Herstellung möglichst ökologischer und ressourceneffizienter Betone in der Baupraxis zumeist an deren stark erhöhter Empfindlichkeit gegenüber Ausgangsstoff- und Prozessschwankungen, die wiederum durch noch größere Vorhaltemaße ausgeglichen werden müssen. Gleiches gilt für den Einsatz von rezyklierten Betonausgangsstoffen. Im Unterschied zu vorangegangenen Arbeiten zum Thema Recyclingbeton ist es nicht das Ziel des Projekts, den Rezyklat-Anteil in einer bestimmten Betonrezeptur auf das äußerst Mögliche zu steigern, was oftmals weder wirtschaftlich noch ökologisch sinnvoll und zudem flächendeckend nur schwer umsetzbar ist. Stattdessen verfolgt das Konsortium vielmehr das Ziel, durch intelligente Mess- und Regeltechnik den Einsatz von Rezyklaten in der breiten Masse von Betonwerken zu steigern und somit signifikant zur Schließung des Ressourcenkreislaufes beizutragen.





